

Библиотека
Новые книги
Ссылки
О сайте

Основные принципы и структура системы
Система управления производством "Тоёты" привлекательна тем, что, ставя целью снижение издержек производства, она устраняет из производства ненужные элементы. Основной принцип гласит: производство необходимых деталей в нужное время и в нужном количестве.
Реализация этой концепции позволяет ликвидировать ставшие ненужными промежуточные узлы и готовые изделия.
Хотя снижение издержек производства является наиболее важной задачей на "Тоёте", оно может быть достигнуто при решении трех промежуточных подзадач:
1) оперативное регулирование объема и номенклатуры производства, что помогает системе приспосабливаться к ежедневным и ежемесячным изменениям в количестве и номенклатуре спроса;
2) обеспечение качества, что позволяет организовать снабжение каждой последующей операции деталями высшего качества со стороны смежников;
3) активизация работников, которая должна осуществляться, коль скоро система использует трудовые ресурсы на пути к главной цели.
Эти три подзадачи не могут быть осуществлены изолированно. Основная задача, заключающаяся в снижении издержек производства, недостижима без решения подзадач, и наоборот.
Перед подробным рассмотрением структуры системы "Тоёты" был бы полезен общий взгляд на систему (см. рис. 7.1). Здесь изображены блок результатов (издержки, качество, навыки работников) и блок предпосылок.
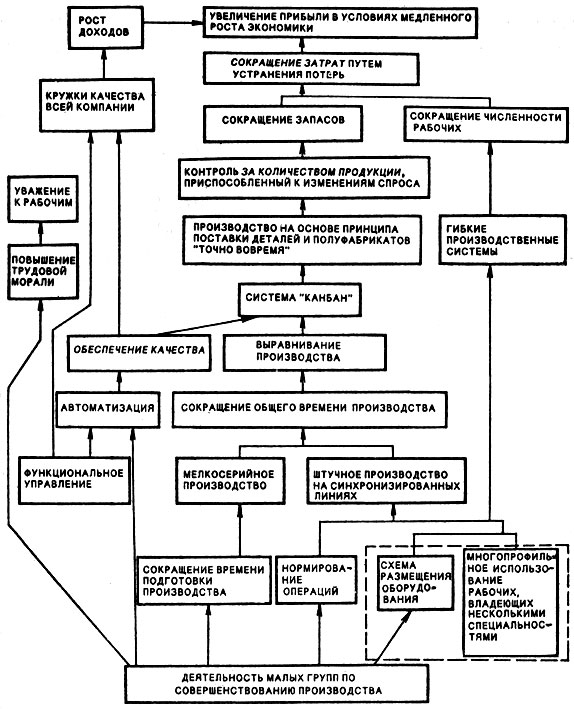
Рис. 7.1. Издержки, количество, качество продукции и условия труда в системе управления производством фирмы 'Тоёта'
Непрерывность потока продукции, адаптация к изменениям спроса по количеству и номенклатуре продукции достигаются с помощью двух основных принципов: "точно вовремя" и автономизации. Эти два принципа являются столпами системы "Тоёты". "Точно вовремя" в целом означает производство нужного вида изделий в нужном количестве и в нужное время. Автономизация может быть упрощенно обозначена как самостоятельный контроль работника за браком. Она поддерживает точную поставку продукции тем, что исключает возможность поступления дефектных деталей предшествующего производственного процесса на последующий и предотвращает сбои.
Два других принципа заключаются в гибкости использования рабочей силы, что означает изменение численности рабочих в зависимости от колебаний спроса, развитие творческого мышления и внедрение конструктивных идей. Использование предложений служащих даст значительную экономию.
Для реализации этих четырех принципов "Тоёта" разработала следующие методы:
1. Система "канбан" для обеспечения производства по принципу "точно вовремя".
2. Метод бесперебойного производства для приспособления к изменениям спроса.
3. Сокращение времени переналадки оборудования для сокращения общего времени производства.
4. Нормирование работ для обеспечения сбалансированности производственных операций.
5. Схема размещения производственного оборудования и использования рабочих, владеющих несколькими профессиями, для проведения принципа гибкости.
6. Рационализаторская деятельность кружков качества и система поощрения предложений для сокращения численности рабочей силы и повышения трудовой морали, э
7. Система визуального контроля для обеспечения принципа автоматического контроля качества продукции на рабочем месте.
8. Система "функционального управления" для обеспечения управления качеством в рамках всей компании и др.
Производство по принципу "точно вовремя"
Принцип производства необходимых деталей в необходимых количествах в нужное время обозначается термином "точно вовремя" (jush-in-time). Он означает, например, что в процессе сборки автомобиля необходимые для этого детали, производящиеся в ходе других процессов, должны поступать к конвейерной линии в необходимое время и в необходимом количестве. Если система "точно вовремя" действует на всей фирме, она позволяет устранить с предприятия становящиеся ненужными запасы материалов, делая бесполезными также складские запасы и склады. Затраты на содержание запасов уменьшаются, и норма капиталооборота растет
Однако нельзя полагаться исключительно на методы централизованного планирования, которые определяют производственные графики сразу для всех стадий производства. В этих условиях трудно реализовать принцип "точно вовремя" на всех этапах производства. Поэтому в системе "Тоёты" следят за течением производственного процесса в обратном порядке. Рабочие, выпол няющие определенный процесс, получают необходимые им детали с предшествующего процесса производства в нужное время и в нужном количестве. На предшествующем же процессе должно быть произведено только такое количество продукции, которое необходимо для замещения изъятого количества.
Тип и количество требуемых изделий заносятся на карточку, называемую "канбан". "Канбан" адресуется рабочим предшествующего производственного участка. В результате многие участки на предприятии оказываются связаны друг с другом напрямую. Эти связи позволяют лучше контролировать необходимое количество выпускаемой продукции.
Система "канбан"
Многие называют систему "Тоёта" системой "канбан". Такое определение некорректно. Система "Тоёта" представляет собой метод организации производства продукции, в то время как "канбан" является средством осуществления системы "точно вовремя". Короче говоря, "канбан" является информационной системой, позволяющей оперативно регулировать количество продукции на различных стадиях производства. Без правильного выполнения других условий производственной системы, таких, как рациональная организация производства, нормирование работ, сбалансирование производства и т. д., принцип "точно вовремя" будет трудно реализовать, несмотря на применение системы "канбан".
"Канбан" обычно представляет собой прямоугольную карточку в пластиковом конверте. Распространены два вида карточек: отбора и производственного заказа. В карточке отбора указывается количество деталей, которое должно быть взято на предшествующем участке обработки, в то время как в карточке производственного заказа - количество деталей, которое должно быть изготовлено на предшествующем участке производства. Эти карточки циркулируют как внутри предприятий "Тоёты", так и между корпорацией и сотрудничающими с ней компаниями, а также на предприятиях филиалов. Таким образом, карточки "канбан" несут информацию о расходуемых и производимых количествах продукции, что позволяет обеспечивать производство по принципу "точно вовремя".
Предположим, что мы изготовляем продукцию "А", "В" и "С" на конвейерной линии (см. рис. 7.2). Элементы, необходимые для сборки деталей "а" и "в", изготовляются на предшествующем участке производства. Детали "а" и "в", производящиеся в этом процессе, складируются вдоль конвейера, и к ним прикрепляются карточки заказа "канбан". Рабочий с конвейерной линии, изготовляющей продукцию "А", прибывает на место изготовления детали "а" с карточкой заказа, чтобы взять необходимое количество деталей "а". На складе у конвейера он получает то количество деталей, которое обозначено на карточке. Затем он доставляет полученные детали на свою линию сборки вместе с карточками отбора.
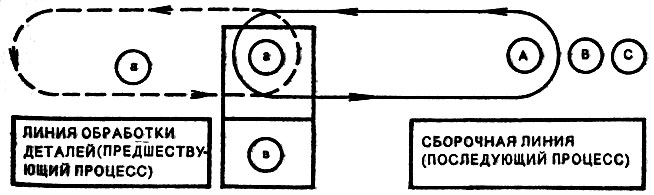
Рис. 7.2. Движение двух карточек 'канбан'
В это время карточки производственного заказа остаются на складе у поточной линии "а", показывая количество взятых деталей. Они информируют заказ на изготовление новых деталей на данной производственной линии. Деталь "а" изготовляется теперь в количестве, соответствующем указанному на карточках производственного заказа.
Идеальная организация производства
Обратимся к оптимизации производства с помощью карточек "канбан". Допустим, что цех по изготовлению двигателей должен в соответствии с производственным графиком изготовить 100 двигателей за день. На последующие участки согласно карточкам отбора двигатели поступают партиями по 5 шт. Таких партий будет 20, что точно соответствует 100 двигателям в день.
При условиях такой организации производства, если возникает необходимость сократить число изготавливаемых двигателей на 10%, на конечный процесс в данном случае поступает всего 18 партий в день. Так как цех двигателей должен в таком случае изготовлять только 90 двигателей в день, а время на производство 10 двигателей экономится. В то же время если возникает необходимость увеличить объем производства на 10%, то количество партий двигателей, поступающих на участок сборки, увеличится до 22. Тогда на предшествующем этапе должно быть изготовлено 110 единиц, и добавочные 10 двигателей будут изготовлены в сверхурочные часы.
Таким образом, хотя философия системы управления производством фирмы "Тоёта" предусматривает, что каждая единица продукции может производиться без простоя производственных мощностей (т. е. все элементы системы - персонал, машины и материалы - используются эффективно), возможность изменений потребностей в продукции все же остается. Эта возможность компенсируется использованием сверхурочных часов и улучшением организации труда на каждом участке производства.
Выравнивание производства
Выравнивание производства по объему является наиболее важным условием применения системы "канбан" и минимальной потери времени рабочих, сокращения простоев оборудования.
На последующий участок производства поступают необходимые детали в нужное время и в требуемом количестве. По этому правилу если для какого-либо процесса производства детали будут поступать в разные промежутки времени или неравными по количеству партиями, то на предшествующем этапе производства должно быть изготовлено столько запасных деталей, должно быть столько оборудования и рабочей силы, чтобы удовлетворить максимальный спрос. Более того, там где используется много последовательных операций, количество деталей, отобранных для каждой последующей операции по мере удаления от первичного производственного процесса, возрастает. Во избежание больших отклонений в количестве необходимых деталей на всех этапах производства, а также получаемых от внешних поставщиков, необходимо свести к минимуму колебания выпуска продукции на конечной линии сборки. Поэтому со сборочного конвейера, который является конечным процессом на "Тоёте", будут сходить минимальные партии каждой модели автомобиля, реализуя идеал штучного производства и доставки. Иными словами, различные типы автомобилей будут собираться один за другим в соответствии с дневным объемом производства каждого типа. Линия сборки будет также получать с предшествующих участков необходимые детали малыми партиями.
Короче говоря, сбалансированность производства сводит к минимуму различие в требуемом количестве деталей на всех этапах и операциях и таким образом позволяет производить детали на смежных линиях с постоянной скоростью или в заданном количестве в течение часа. Предположим, что имеется сборочная линия производительностью 10 тыс. автомобилей модели "Корона", которая функционирует 20 дней в месяц по 8 часов. На 10 тыс. автомобилей должно быть произведено 5 тыс. автомобилей с кузовом типа "седан", 2,5 тыс. спортивных автомобилей и 2,5 тыс. машин типа "универсал". Если разделить это количество на 20 рабочих смен, то ежедневно будет выпускаться 250 "седанов", 125 "хард-топов" и 125 "универсалов". Это и есть сбалансированное производство, выравненное по ежедневному количеству автомобилей каждого типа. Следовательно, автомобили сходят с конвейера (среднее время сборки одного автомобиля независимо от модели) через 0,96 мин (480:500), или через 57,5 с.
Правильное соотношение моделей и последовательность их производства могут быть определены путем сравнения фактического цикла сборки любой кузовной модификации модели "Корона" с максимально допустимым для изготовления автомобиля данной модели временем. Например, максимальное время производства одной модели "Корона" ("седан") определяется делением времени одной смены (480 мин) на число автомобилей, изготавливаемых за смену (250). В данном случае максимальная затрата времени составляет 1 мин 55 с. Это означает, что эта модель может и будет сходить с конвейера через 1 мин 55 с.
При сравнении длительности этого цикла с циклом сборки одного автомобиля, равным 57,5 с, становится ясно, что автомобиль с любым другим типом кузова может быть собран в интервале между завершением сборки одного "седана" и началом сборки следующего. Таким образом, последовательность изготовления будет такой: "седан", другой тип кузова, "седан", другой тип кузова и т. д.
Максимальное время сборки автомобиля с кузовом типа "универсал" или "хардтоп" составляет 3 мин 50 с (480:125). Сравнивая это время с циклом 57,5 с, увидим, что три автомобиля с кузовом "седан" могут быть собраны в промежутке между "универсалом" или "хардтопом". Если "универсал" следует по конвейеру за первым "седаном", то последовательность стадии была бы такой: "седан", "универсал", "седан", "хард-топ", "седан", "универсал", "седан", "хардтоп" и т. д. Это пример сбалансированности производства по номенклатуре.
Реальное производство обнаруживает конфликт между необходимостью разнообразить продукцию и сбалансированностью производства. Если не требуется разнообразия продукции, то специализированное оборудование для массового производства обычно является мощным средством снижения издержек. Однако на "Тоёте" производятся автомобили с различными комбинациями кузовов, шин, дополнительных приспособлений в широкой цветовой гамме. Примером может служить выпуск трех или четырех тысяч видов модификаций и комплектаций модели "Корона". Чтобы обеспечить производство при таком разнообразии продукции, необходимо иметь универсальное, или гибкое, оборудование. Используя минимальное количество инструментов и приспособлений на этом оборудовании, "Тоёта" так организовала процесс производства, что оно эксплуатируется наиболее эффективно.
Преимущество выравненного по объему разнообразной продукции производства заключается в безостановочном приспособлении к изменению спроса потребителей за счет постепенного изменения частоты выпуска партий продукции без изменения их размера. Этот метод известен как "точная настройка" производства с омощью системы "канбан". Для того чтобы наладить работу в таком режиме, необходимо сократить время производства. Сокращение же времени производства требует в свою очередь и сокращения времени на наладку и переналадку оборудования в целях создания минимальной партии готовых деталей и узлов.
При копировании материалов проекта обязательно ставить активную ссылку на страницу источник:
http://managementlib.ru/ "Менеджмент - библиотека для управленца"